

 中文
中文 英文
英文
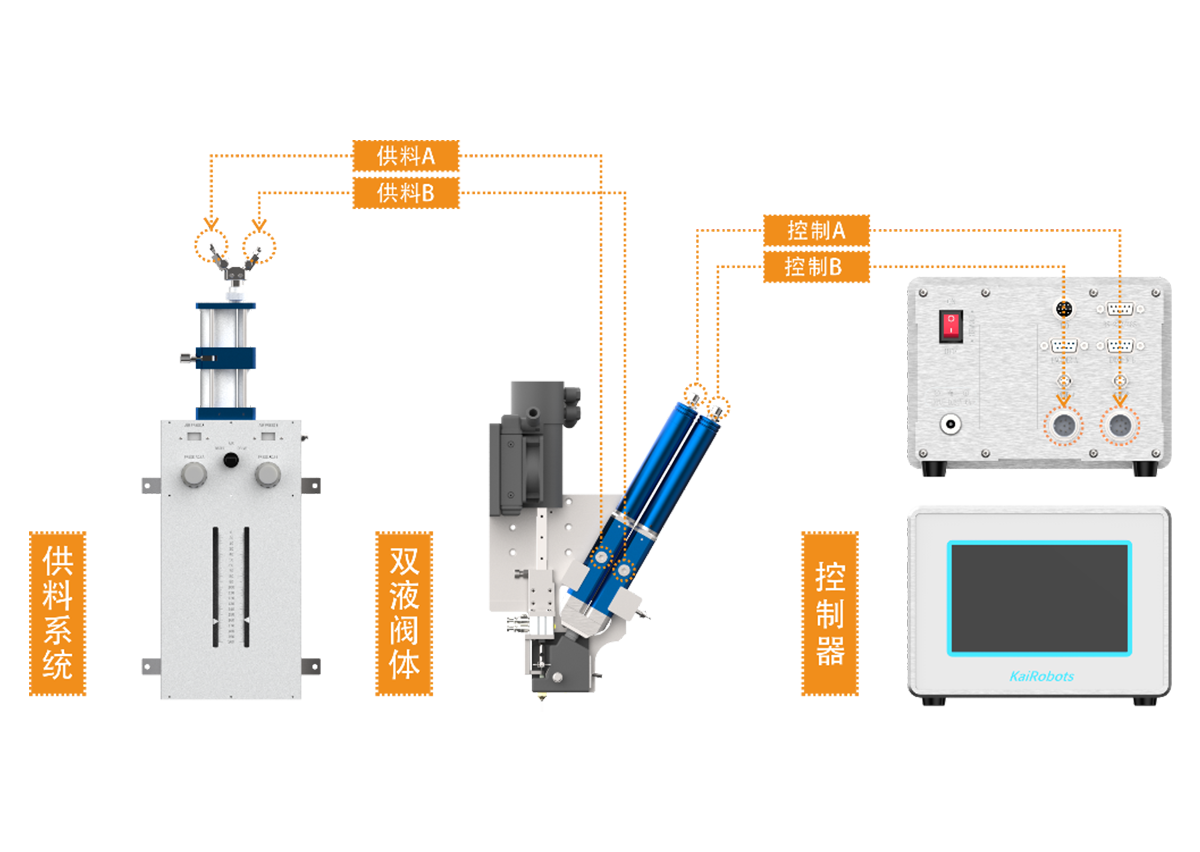
供胶系统如何实现配比稳定
来源:www.cnkaihui.com | 发布时间:2026年06月30日一、核心计量单元:伺服容积式泵闭环计量(基础硬件保障)
1.伺服驱动齿轮泵 / 螺杆泵(容积定量核心)
A、B 胶独立伺服电机单独驱动,每转排量固定;系统通过脉冲控制电机转数,理论输出胶量无偏差。
区别于气动泵:气动靠气压波动供料,配比极易飘;伺服电机转速实时可控,流量输出线性稳定。
2.高精度流量传感器实时闭环反馈
每路胶路配备微小流量计(齿轮式 / 科里奥利质量流量计),实时采集瞬时流量、累计出胶量,数据回传给 PLC。
PLC 对比设定流量值与实际采集流量,动态微调伺服转速:
实际流量偏小→提升电机转速;
流量偏大→降低转速;
形成每秒多次动态补偿,抵消泵磨损、胶水阻力变化。
3.容积校准程序
设备自带自动校准程序:开机自动定量出胶称重,自动修正泵体排量系数,长期使用泵轻微磨损也不会出现配比偏移。二、储料单元:消除胶水粘度波动
胶水粘度随温度、液位、静置时间大幅变化,粘度改变会导致同等泵速下出胶量忽大忽小,高自动化系统做三重稳定处理:
1.独立恒温料桶加热系统
A、B 胶桶双层保温夹套 + PT100 温度传感,温控精度 ±0.5℃,将胶水恒温至标准工艺温度。
统一粘度,避免冬季低温胶水变稠、夏季高温变稀造成流量不稳。
2.低速持续自动搅拌
定时 / 连续搅拌,防止填料、沉淀、色粉下沉,保证整桶胶水粘度均匀;避免底部浓稠、上层稀薄导致前后出胶比例不一致。
3.真空脱泡稳压储料
料桶密闭微负压真空脱泡,消除胶水中气泡;气泡会占据泵腔容积,直接减少实际出胶量,造成配比失衡。
料桶配备压力传感器,恒压稳压输出,保证泵入口进料压力恒定。
三、进料输送:恒定进料压力,杜绝吸料缺料波动
1.55 加仑大桶压盘泵自动供料
大桶压盘持续向下施压,保证泵入口进料压力稳定,不会出现桶底缺料、吸空、流量断档;
低自动化设备人工倒料,料桶液位下降后进料压力变低,配比持续飘移。
2.多路缓冲蓄压罐
泵前增加缓冲蓄压罐,吸收管路脉冲压力,避免涂胶启停瞬间压力冲击造成瞬时配比偏差。
3.多级精密过滤器
前置、泵前、阀前三级过滤,阻挡填料颗粒、杂质磨损泵体;泵内腔磨损会直接破坏容积精度,提前过滤延长计量精度寿命。
四、管路与执行端:消除末端干扰,防止回流、滴漏影响配比
1.独立单向止回阀
A/B 两路胶管各装单向阀,停机后防止高压胶水回流、两路胶互相串料,避免下次开机初期比例错乱。
2.伺服回吸胶阀
涂胶结束瞬间伺服反转微量回吸,杜绝滴胶、流挂;滴漏会造成单路胶无故损耗,累计配比误差。
3.管径、管路长度对称设计
A、B 胶输送管路长度、内径、阻力匹配,减少两路压力损失差值,避免一路输送快、一路输送慢。
五、PLC 智能逻辑:多重异常保护,提前阻断配比失效
1.流量偏差实时报警锁机
PLC 实时对比 A、B 实时流量换算实际配比,一旦超出设定公差(如 ±1%),立即停机报警,停止生产,杜绝不良品批量产出。
2.液位联动保护
高低液位传感器监测 A/B 料桶,单桶缺料、空桶时提前预警停机,防止空泵吸空气导致比例崩溃。
3.温度联动限速
若胶水温度偏离设定区间,系统自动降低泵输出速度,同时报警,温度异常不允许高速量产。
4.分段流量补偿曲线
PLC 内置粘度补偿曲线:系统根据实时胶水温度自动修正伺服输出系数,提前预判粘度变化,提前补偿流量,不用等配比偏移再修正。
六、长期稳定性辅助机制
1.自动在线清洗
定时清洗混合管路,防止 AB 胶固化结块堵塞管路;管路局部堵塞会直接压缩单路出胶量,破坏配比。
2.定期自动标定功能
支持一键自动标定:设备自动挤出定量胶水称重,自动更新泵排量参数,补偿长期使用泵体轻微磨损。
3.数据溯源记录
每一段涂胶的实时配比、温度、流量全部存储,出现配比不良可追溯温度、液位、泵转速波动源头。
上一条:
没有了
下一条:
机器人灌胶组装线的柔性化程度体现在哪里
【相关文章】
【相关产品】
-

联系人:
张先生
-

联系电话:
15900863583
-

地址:
江苏省常熟市董浜镇安富路26号9栋
欢迎进入苏州楷徽智能装备有限公司官网
 微信公众号
微信公众号
 手机扫一扫
手机扫一扫
+
微信号:WANGYUNHUA

 添加微信
添加微信
 联系我们
联系我们
 电话咨询
电话咨询